


























应用
用于通过 180°钻孔台面一步加工钻孔
详细说明
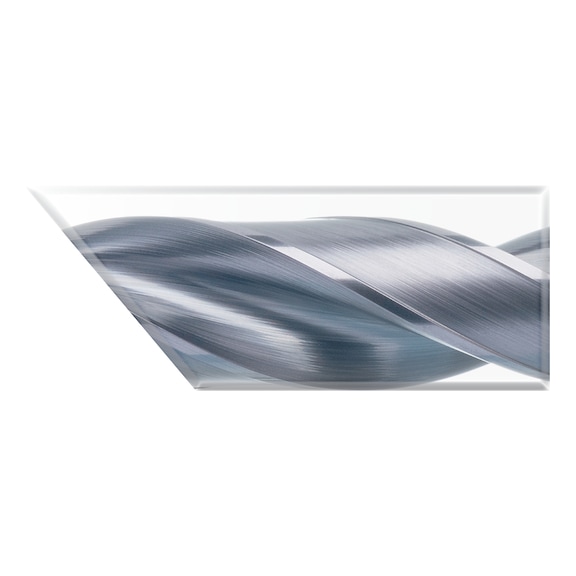
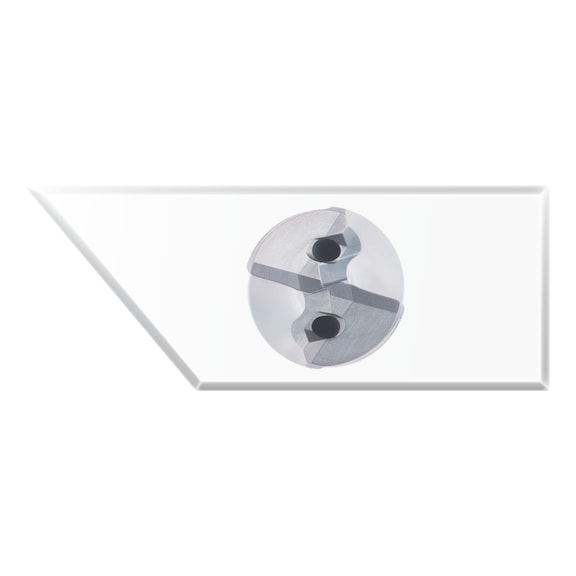
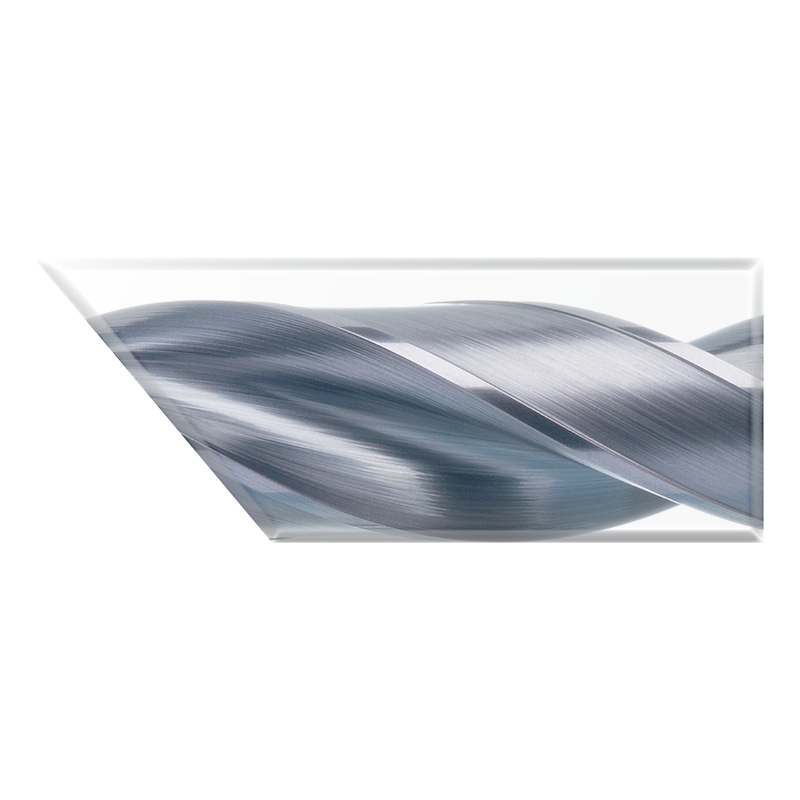
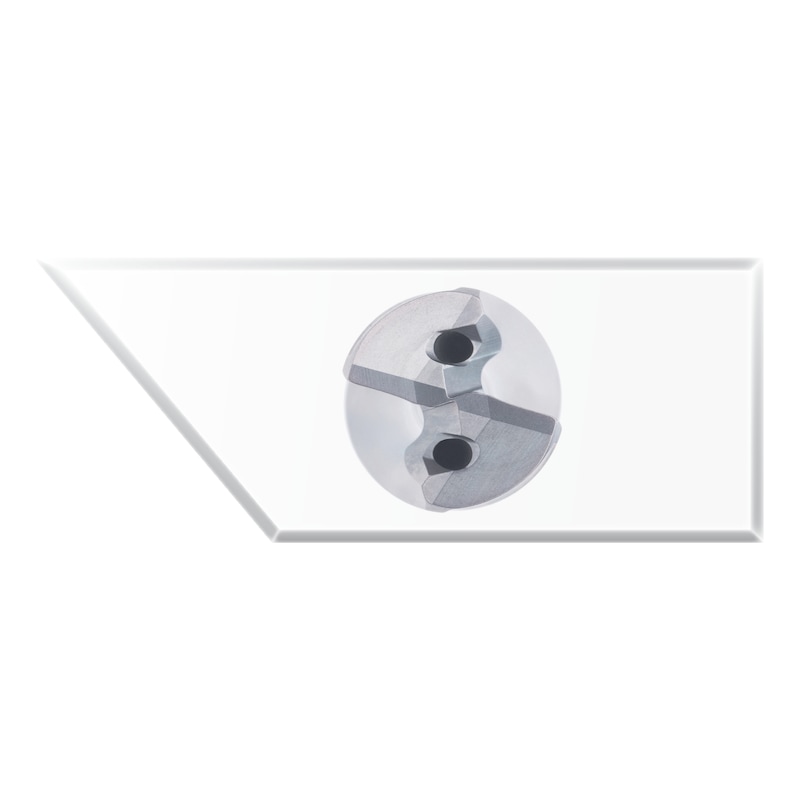
- 重型整体硬质合金钻头,具有 180° 精密研磨和导向刀
- 推荐的导孔钻头,货号为 11181。
优势
- 以高切削速度一步完成钻削和扩孔
- 创新的槽型可确保良好的排屑
备注
钻面的最大允许倾斜度为 15°,修正系数 = 0.25
对于定位钻,将进给量 f [mm/U] 乘以修正系数 Kf
- 以低进给速率进行定位钻削,直至刀具切削深度在整个直径上达到 0.25xD
- 对于斜角定位钻削:在达到双倍进给速率 f [mm/U] 时收回
- 在以低进给速率(校正系数)进行定位钻削后,根据无校正系数的推荐切削参数以进给速率 f [mm/U] 继续钻削
- 建议在平面上钻孔时设置导孔。

品牌介绍 | ATORN |
EAN | 4050293447200 |
制造商零件编号 | 12040491 |
待加工材料 | 通用 |
切削材料 | 硬质合金 |
表面处理 | TiAlN |
最大钻孔深度 (D) | 5xD |
顶锥角 | 180 度 |
冷却剂供给 | 内部 |
刀具柄部 | HA 直杆 |
切削直径 | 4,9 毫米 |
轴径 | 6 毫米 |
断屑槽长度 | 44 毫米 |
长度 | 82 毫米 |
F 钢 1000 | 0,08 毫米/转 |
倒角长度保护边 | 0,25 毫米 |
海关关税编码 | 82075050 |
毛重 | 0,022 千克 |
| 切削值材料组 | 关于DIN的说明 | 强度等级[N/mm²] | 材料编号 | Vc [m/min] | f [mm/r],带直径 | 适宜性 |
|---|---|---|---|---|---|---|
| 1.00 钢 | ||||||
| 1.01 易切削钢 | 9 S 20 | < 900 | 1.0711 | 70-100 | 0.08-0.14 | ⚫ |
| 1.02 结构钢 | ST 37-2 | <500 | 1.0037 | 70-95 | 0.08-0.14 | ⚫ |
| 1.03 结构钢 | ST 60-2 | > 500 | 1.7735 | 70-90 | 0.08-0.14 | ⚫ |
| 1.04 热处理钢 | 42 CrMo 4 | <1000 | 1.7225 | 60-70 | 0.08-0.14 | ⚫ |
| 1.05 铸铁 | GS-45 | <1000 | 1.0446 | 50-70 | 0.06-0.12 | ⚫ |
| 1.06 表面硬化钢 | 16 MnCr 5 | <1200 | 1.7131 | 40-50 | 0.06-0.12 | ⚫ |
| 1.07 铁素体/马氏体不锈钢 | X 10 Cr 13 | <1100 | 1.4006 | - | - | ⚪ |
| 1.08 热处理钢 | 43 CrMo 4 | >1000 | 1.3563 | 40-50 | 0.06-0.12 | ⚫ |
| 1.09 氮化钢 | 31 CrMoV 9 | <1300 | 1.8519 | 40-50 | 0.06-0.12 | ⚫ |
| 1.10 工具钢 | X 38 CrMoV 5 1 | <1300 | 1.2343 | 40-50 | 0.08-0.12 | ⚫ |
| 3.00 有色金属 | ||||||
| 3.01 长切削铝 | AI99.9 | <500 | 3.0305 | 100-250 | 0.18-0.25 | ⚪ |
| 3.02 短切削铝 | G-AISi12 | <500 | 3.2581 | 100-200 | 0.18-0.25 | ⚫ |
| 3.03 铜合金青铜,长切削 | CuSn4 | <1200 | 2.1016 | 100-150 | 0.18-0.25 | ⚪ |
| 3.04 铜合金青铜,短切削 | CuNi12Zn24 | <850 | 2.0730 | 100-180 | 0.18-0.25 | ⚫ |
| 3.05 铜合金黄铜,长切削 | Cu Zn 20 | <600 | 2.0250 | 100-150 | 0.18-0.25 | ⚪ |
| 3.07 热塑 | Cu Zn 39 Pb 3 | <600 | 2.0381 | 100-180 | 0.18-0.25 | ⚫ |
| 3.07 热塑 | PVC, Acrylglas | <100 | - | - | ||
| 3.08 热固性塑料 | Bakelit, Melamin | <150 | - | - | ||
| 3.09 纤维增强塑料 | CFK, GFK | <1500 | - | - | ||
| 3.10 石墨 | C8000 | <60 | - | - | ||
| 3.11 复合材料 | - | - | ||||
| 4.00 铸造金属 | ||||||
| 4.01 灰色铸铁 | GG10 | <260 HB | 0.6010 | 60-100 | 0.08-0.14 | ⚫ |
| 4.02 球墨铸铁 | GGG 40 | <310 HB | 0.7040 | 60-100 | 0.08-0.14 | ⚫ |
| 4.03 球墨铸铁 | GTW-55 | <280 HB | 0.8055 | 60-100 | 0.08-0.14 | ⚫ |
上次查看

ATORN HSK-80 机床夹头转接头。

ORION 麻花钻 N HSS,经过蒸汽处理,DIN 338,2.3 mm x 53 mm x 27 mm,118°

RÖHM DURO-M 车床三爪卡盘 315 ST 8 ISO 702-2 DIN 55029 凸轮锁双头螺栓

用于内部冷却的 FAHRION 密封垫圈,HP40-DI 24.00 mm 450 E/472 E

MAHR 16 EWRi 数字卡尺,量程 150¬mm,方形深度杆,无线传输

STAHLWILLE 3/4 英寸六角套筒,38 毫米,DIN 3124

ATORN 整体硬质合金钻头 UNI TiAlNplus 5xD,不带内部冷却功能,8.3 毫米,直柄 HA

ORION 手用丝锥套装 HSS A/D/C 352 0° M22 2.5 毫米 ISO 2 TH/BH 3xD

ORION 铆钉孔铰刀,HSS,T=5,25°,22.0 毫米 x 281 毫米 x 165 毫米,MT,DIN 311

LISTA 抽屉柜,1 个抽屉,36x27E,717x600x1020 毫米,密码锁,R5012