




















应用
HPC 立铣刀,用于强度最高可达 1600 N/mm² 的材料以及硬度最高可达 55 HRC 的淬硬钢——最适用于螺旋铣以及边缘、角部和槽加工。
详细说明
- 整体硬质合金超细晶粒
- ULTRA H 高性能涂层
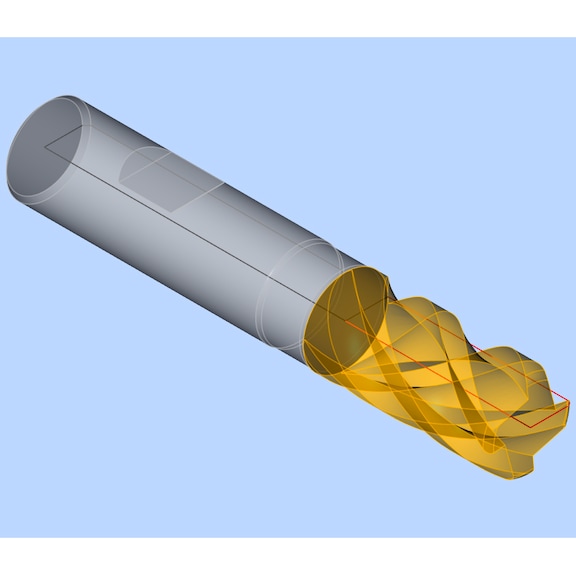
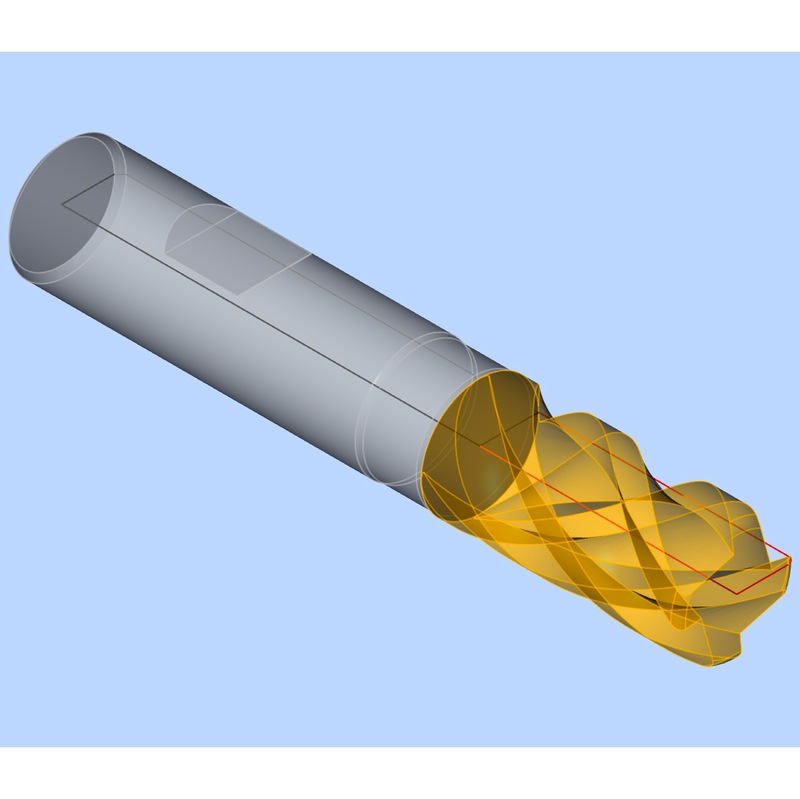
- 中心切割
- 不均匀扭转角:35°/38°
- 不规则的切削刃间距
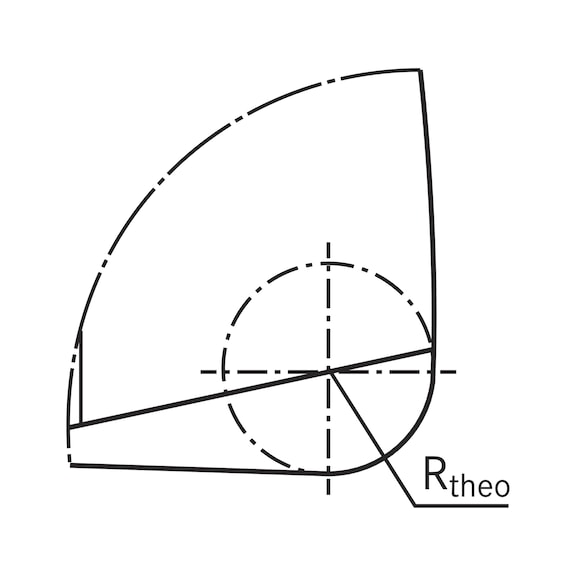
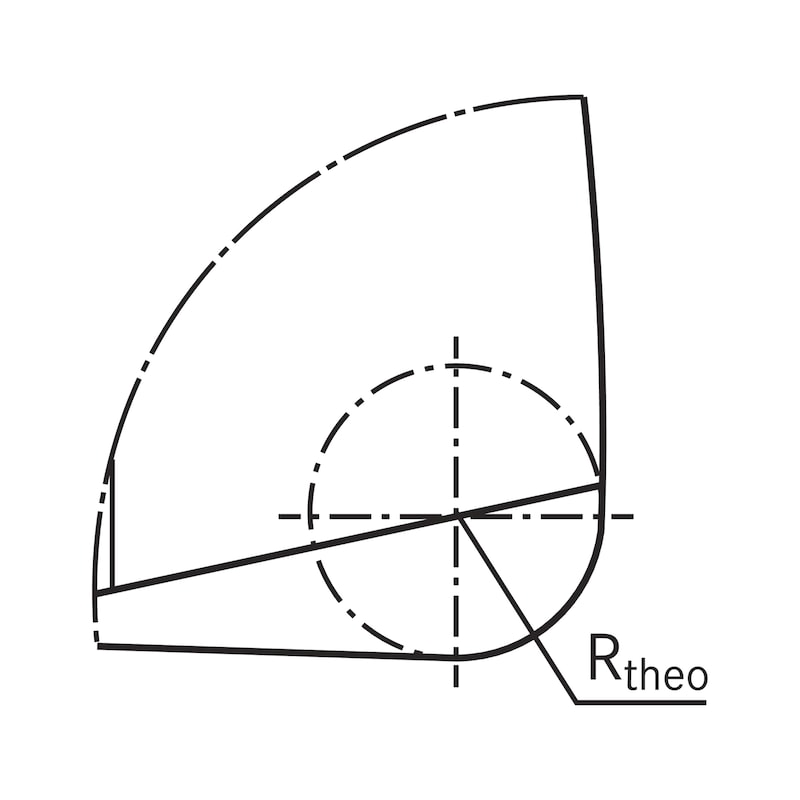
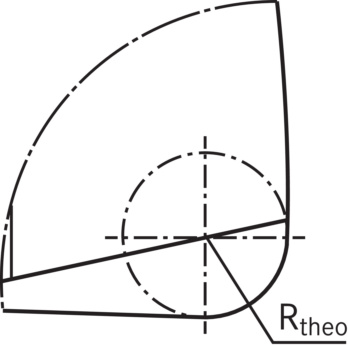
- 经过优化的切削刃设计
- 有间隙
- 带刃口修磨的切削刃
优势
- 更高的材料去除率
- 强韧的切削刃带来高工艺可靠性
- 极佳的表面质量
- 振动更小
- 是静态和动态螺旋铣的理想选择

 | |
品牌介绍 | ATORN |
EAN | 4050293411256 |
制造商零件编号 | 10617348 |
切削材料 | SC |
表面处理 | ULTRA H |
类型 | H |
切削刃数量 (Z) | 4 件 |
扭转角 | 35° |
刀具夹持装置 | HB 直杆 |
结构长度 | 常规 |
切削直径 | 16 毫米 |
刃长度 | 35 毫米 |
间隙长度 | 44 毫米 |
长度 | 92 毫米 |
间隙直径 | 15 毫米 |
轴径 | 16 毫米 |
fz 硬度 52 HRC | 0,06 毫米 |
产品组 | 108 |
毛重 | 0,224 千克 |
| 切削值材料组 | 关于DIN的说明 | 强度等级[N/mm²] | 材料编号 | Vc [m/min] | 直径方向的 fz [mm/T] | 适宜性 |
|---|---|---|---|---|---|---|
| 1.00 钢 | ||||||
| 1.01 易切削钢 | 9 S 20 | < 900 | 1.0711 | - | ⚪ | |
| 1.02 结构钢 | ST 37-2 | <500 | 1.0037 | - | ⚪ | |
| 1.03 结构钢 | ST 60-2 | > 500 | 1.7735 | - | ⚪ | |
| 1.04 热处理钢 | 42 CrMo 4 | <1000 | 1.7225 | 120-140 | 0.08 | ⚫ |
| 1.05 铸铁 | GS-45 | <1000 | 1.0446 | 120-140 | 0.08 | ⚫ |
| 1.06 表面硬化钢 | 16 MnCr 5 | <1200 | 1.7131 | 120-140 | 0.08 | ⚫ |
| 1.07 铁素体/马氏体不锈钢 | X 10 Cr 13 | <1100 | 1.4006 | 120-140 | 0.08 | |
| 1.08 热处理钢 | 43 CrMo 4 | >1000 | 1.3563 | 120-140 | 0.08 | ⚫ |
| 1.09 氮化钢 | 31 CrMoV 9 | <1300 | 1.8519 | 100-120 | 0.08 | ⚫ |
| 1.10 工具钢 | X 38 CrMoV 5 1 | <1300 | 1.2343 | 100-120 | 0.08 | ⚫ |
| 4.00 铸造金属 | ||||||
| 4.01 灰色铸铁 | GG10 | <260 HB | 0.6010 | 180-220 | 0.11 | ⚪ |
| 4.02 球墨铸铁 | GGG 40 | <310 HB | 0.7040 | 150-180 | 0.09 | ⚪ |
| 4.03 球墨铸铁 | GTW-55 | <280 HB | 0.8055 | 120-150 | 0.09 | ⚪ |
| 6.00 硬质材料 | ||||||
| 6.01 硬质钢 -55 HRC | x40CrMoV5-1 | -55HRC | 0.9620 | 80-100 | 0.05 | ⚫ |
| 6.02 硬质钢 -65 HRC | 90MnCrV8 | <65HRC | - | |||
上次查看

ATORN 力传感器 ZD1,测量范围,力 500 N,紧固螺纹 M6

ATORN 中心钻 HSSE TiN A 型 2.0 毫米 x 5 毫米 x 40 毫米

ATORN 激光测距仪 30 米

ORION 可转位刀片钻,5xD,25.0 毫米 x 235 毫米,HB 内部
H+S 不锈钢精密塞尺带 0.03 毫米,尺寸 100 x 500 毫米,5 件装,纸箱包装

ATORN 多段螺纹铣刀 45° SC,DL/SL ≤ 2.5xD,8.0 毫米 1.25 毫米 74 毫米,HA

ORION 铰刀,HSSE,T=6,D,7-8°,12.0 毫米 H7 x 151 毫米 x 44 毫米,HA,DIN 212

塑料网套,直径 20-40 mm,黄色,卷长 50 m

ATORN 麻花钻套件 N HSS DIN 338 直径 1.0-13.0 毫米,递增量 0.5 毫米,盒装

ATORN SCUP 偏置镗杆,钢制,正向,右置,A 0608H SCUP R/L 05