

































应用
用于对直径范围为 10.00 毫米至 40.00 毫米的通孔进行 HPC 铰削
详细说明
- 左侧斜齿,齿距不均匀
优势
- 在安装状态下系统同心度为 <5 µ
- 内部冷却功能确保切屑得到最佳输送
- 经过研磨的螺纹和锥形扁平面可实现最大切换精度和高强度
- 提供各种刀夹长度
- 易于在机床中更换
备注
按需提供可配置的尺寸。注意:请参阅尺寸表。

 | |
品牌介绍 | ATORN |
EAN | 4050293618877 |
制造商零件编号 | 10420190 |
表面处理 | TiAlN |
切削直径 (d1) | 12 毫米 |
适合间隙孔 | 是 |
适合盲孔 | 否 |
类型 | HPC UNI |
形状 | B |
配合公差 | H7 |
可更换刀头系统 | WKS 8 |
齿数 (Z) | 6 件 |
冷却剂供给 | 内部 |
切削材料 | SC |
拧紧扭矩 | 12.5 牛米 |
切削方向 | 右切 |
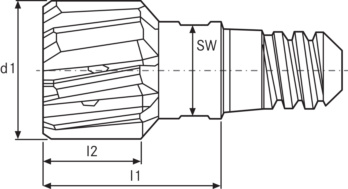
长度 (l1) | 20 毫米 |
刃长度 (l2) | 10 毫米 |
对边宽 (SW) | 8 毫米 |
产品组 | 1BK |
毛重 | 0,032 千克 |
| 切削值材料组 | 关于DIN的说明 | 强度等级[N/mm²] | 材料编号 | Vc [m/min] | f [mm/U] | 适宜性 |
|---|---|---|---|---|---|---|
| 1.00 钢 | ||||||
| 1.01 易切削钢 | 9 S 20 | < 900 | 1.0711 | 150-160 | 0.7 | ⚫ |
| 1.02 结构钢 | ST 37-2 | <500 | 1.0037 | 150-160 | 0.7 | ⚫ |
| 1.03 结构钢 | ST 60-2 | > 500 | 1.7735 | 150-160 | 0.7 | ⚫ |
| 1.04 热处理钢 | 42 CrMo 4 | <1000 | 1.7225 | 150-160 | 0.7 | ⚫ |
| 1.05 铸铁 | GS-45 | <1000 | 1.0446 | 150-160 | 0.7 | ⚫ |
| 1.06 表面硬化钢 | 16 MnCr 5 | <1200 | 1.7131 | 150-160 | 0.7 | ⚫ |
| 1.07 铁素体/马氏体不锈钢 | X 10 Cr 13 | <1100 | 1.4006 | - | ||
| 1.08 热处理钢 | 43 CrMo 4 | >1000 | 1.3563 | 120-160 | 0.7 | ⚫ |
| 1.09 氮化钢 | 31 CrMoV 9 | <1300 | 1.8519 | 120-160 | 0.7 | ⚫ |
| 1.10 工具钢 | X 38 CrMoV 5 1 | <1300 | 1.2343 | 120-160 | 0.7 | ⚫ |
| 4.00 铸造金属 | ||||||
| 4.01 灰色铸铁 | GG10 | <260 HB | 0.6010 | 100-120 | 0.7 | ⚫ |
| 4.02 球墨铸铁 | GGG 40 | <310 HB | 0.7040 | 100-120 | 0.7 | ⚫ |
| 4.03 球墨铸铁 | GTW-55 | <280 HB | 0.8055 | 90-110 | 0.6 | ⚫ |
选择 RAL 颜色值
请注意: 屏幕上显示的颜色可能与实际颜色存在差异!
上次查看

ATORN 螺纹切削刀片,浅牙型,55°,HW5615 16 (IR/IL) A55,左置,48-16

ATORN 小型刀片 AGL,5.0 毫米,B1.0 L22 HW5615

ATORN 整体硬质合金 HSC 立铣刀,T4,R0.5,5.0 毫米,TiAlN,刀柄 DIN 6535 HA,L=57 毫米

DAkkS 千分表校准 5 - 10 mm

KNIPEX VDE 压线钳,用于线端套圈,145 毫米,带双组份手柄

用于孔径最大 23.8 mm 的珩磨刷

BOSCH 充电冲击螺丝刀 GDX 18V-210 C 扭矩 210 牛米

MITUTOYO 微分头,测量范围 0-25 mm,带锁,硬质合金测头

AMF 安装套件 7600BF-30 M12x24,包含圆柱头螺钉 DIN 6912

KNIPEX 重型偏口钳,200 毫米,抛光头,带塑料手柄