





























应用
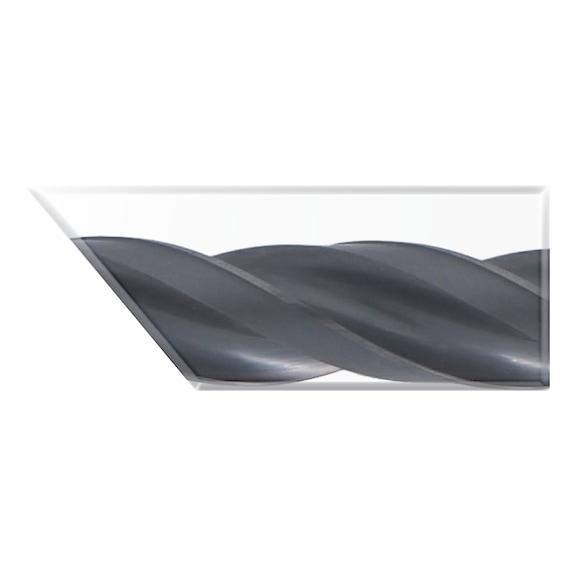
设计用于在稳定的机床和高性能机床上以极高进给量进行加工
详细说明
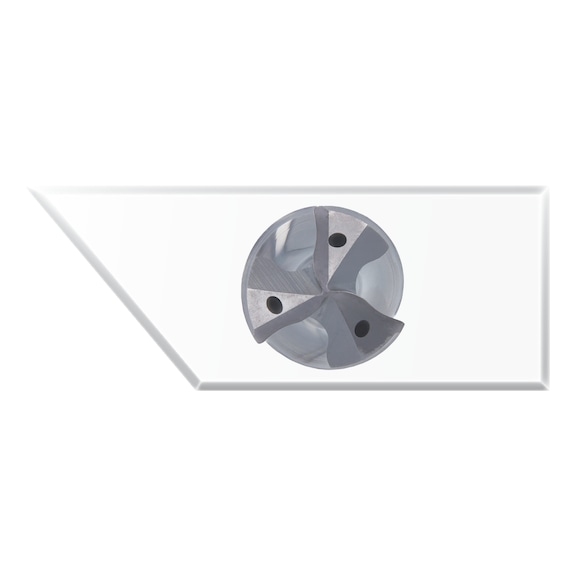
- 3 刃钻头
- 4 个磨削面,带凹形主切削刃
- 3 个钻面
- 30°螺旋角
优势
- 生产率比双刃钻最多高 50%
- 完美的圆孔结合出色的自定心性能,即使在不平坦的表面上也能表现出色
- 得益于特殊的切削槽型,进给率极高
- 抛光的排屑槽和经过优化的锥形回钻确保良好排屑
- 得益于 135° 顶锥角,孔口处形成的毛刺最少

品牌介绍 | ATORN |
切削直径 | 14,20 毫米 |
EAN | 4050293670844 |
制造商零件编号 | 10915914 |
切削直径公差 | h7 |
切削材料 | SC |
表面处理 | TiAlN plus |
最大钻孔深度 (D) | 3xD |
类型 | HPC UNI |
冷却剂供给 | 内部 |
刀具夹持装置 | HA 直杆 |
顶锥角 | 135 度 |
轴径 | 16 毫米 |
断屑槽长度 | 65 毫米 |
长度 | 115 毫米 |
F 钢 1000 | 0.63 毫米/转 |
DIN | 6537 |
产品组 | 1AB |
毛重 | 0,230 千克 |
| 切削值材料组 | 关于DIN的说明 | 强度等级[N/mm²] | 材料编号 | Vc [m/min] | f [mm/r],带直径 | 适宜性 |
|---|---|---|---|---|---|---|
| 1.00 钢 | ||||||
| 1.01 易切削钢 | 9 S 20 | < 900 | 1.0711 | 110-150 | 0.45-0.52 | ⚫ |
| 1.02 结构钢 | ST 37-2 | <500 | 1.0037 | 120-160 | 0.45-0.52 | ⚫ |
| 1.03 结构钢 | ST 60-2 | > 500 | 1.7735 | 110-150 | 0.45-0.52 | ⚫ |
| 1.04 热处理钢 | 42 CrMo 4 | <1000 | 1.7225 | 100-130 | 0.52-0.60 | ⚫ |
| 1.05 铸铁 | GS-45 | <1000 | 1.0446 | 90-125 | 0.45-0.52 | ⚫ |
| 1.06 表面硬化钢 | 16 MnCr 5 | <1200 | 1.7131 | 90-130 | 0.45-0.52 | ⚫ |
| 1.07 铁素体/马氏体不锈钢 | X 10 Cr 13 | <1100 | 1.4006 | - | - | |
| 1.08 热处理钢 | 43 CrMo 4 | >1000 | 1.3563 | 50-100 | 0.52-0.60 | ⚫ |
| 1.09 氮化钢 | 31 CrMoV 9 | <1300 | 1.8519 | 100-130 | 0.52-0.60 | ⚫ |
| 1.10 工具钢 | X 38 CrMoV 5 1 | <1300 | 1.2343 | 40-80 | 0.40-0.46 | ⚫ |
| 4.00 铸造金属 | ||||||
| 4.01 灰色铸铁 | GG10 | <260 HB | 0.6010 | 85-130 | 0.65-0.70 | ⚫ |
| 4.02 球墨铸铁 | GGG 40 | <310 HB | 0.7040 | 60-80 | 0.35-0.45 | ⚫ |
| 4.03 球墨铸铁 | GTW-55 | <280 HB | 0.8055 | 75-115 | 0.60-0.65 | ⚫ |
上次查看

KNIPEX VDE 剥线钳,160 毫米,镀铬头,带双组份手柄

ATORN 麻花钻 N HSS TiN,DIN 338,7.0 mm x 109 mm x 69 mm,118°

DIAPOINT 修整工具,质量 3, 0.50 克拉,莫氏锥度 0

ORION 金属圆锯片,HSS,细齿状,20 毫米 x 0.8 毫米 x 5 毫米,A,T = 48

WIHA TX 刀片 40 IP,用于带 T 型手柄和手枪式握把的扳手

WIHA TX 可互换刀片 T 8

ORION 可转位刀片钻,3xD,29.5 毫米 x 207 毫米,HB 内部

安全踏板,4 阶,带安全扶手
ATORN 螺纹切削刀片,整体轮廓 60° HC5630 11 (ER/EL) 0.75 ISO,左置

WALTER 可转位刀片,可转位刀片钻 P2840S-1N-E67 WXP40